




机器视觉
入门
流程自动化和质量改进指南

机器视觉入门 2
什么是机器视觉? ................................. 3
机器视觉的优势 ..................................... 5
机器视觉应用 ........................................ 6
引导 ................................................. 7
识别 ................................................. 8
测量 ................................................. 9
检验 ............................................... 10
机器视觉系统组件 ................................11
光源 ............................................... 13
背光 .......................................... 13
同轴光 ...................................... 13
结构光 ...................................... 13
定向照明 .................................. 14
暗视场照明 .......................... 14
明视场照明 .......................... 14
弥散穹顶照明 ........................... 14
频闪照明 .................................. 14
镜头 ............................................... 15
图像传感器 .................................... 15
视觉处理 ........................................ 16
通信 ............................................... 16
机器视觉系统有哪些不同类型? .......... 17
1D视觉系统 .................................... 17
2D系统 ........................................... 18
面阵扫描与线扫描 .................... 19
3D系统 ........................................... 20
机器视觉平台 ...................................... 21
基于PC的机器视觉 ......................... 21
视觉控制器 .................................... 21
独立式视觉系统 ............................. 22
视觉传感器和基于图像的读码器 .... 22
结论 ................................................. 23
目录表

机器视觉入门 3
什么是
机器视觉
据自动成像协会(Automated Imaging Association,“AIA”)报告,机器视觉涵盖所有工业
和非工业应用,在这些应用中,硬件与软件组合在一起,基于图像的采集和处理,在各
种设备执行其功能的过程中向它们提供操作引导。虽然工业计算机视觉使用的许多算法
和方法都跟计算机视觉在学术/教育和政府/军事应用中使用的是一样的,但它们各自的
局限性是不一样的。
相比学术/教育视觉系统,工业视觉系统需要更高的坚固耐用性、可靠性和稳定性;而相
比政府/军事应用中使用的视觉系统,工业视觉系统的成本通常要低得多。因此,工业机
器视觉通常意味着成本低、准确度令人满意、坚固耐用性高、可靠性高、机械和温度稳
定性高。
机器视觉系统依靠封装在工业相机内的数字传感器和专门的光学元件采集图像,然后,
计算机硬件和软件基于该图像处理、分析和测量各种特征而作出决策。
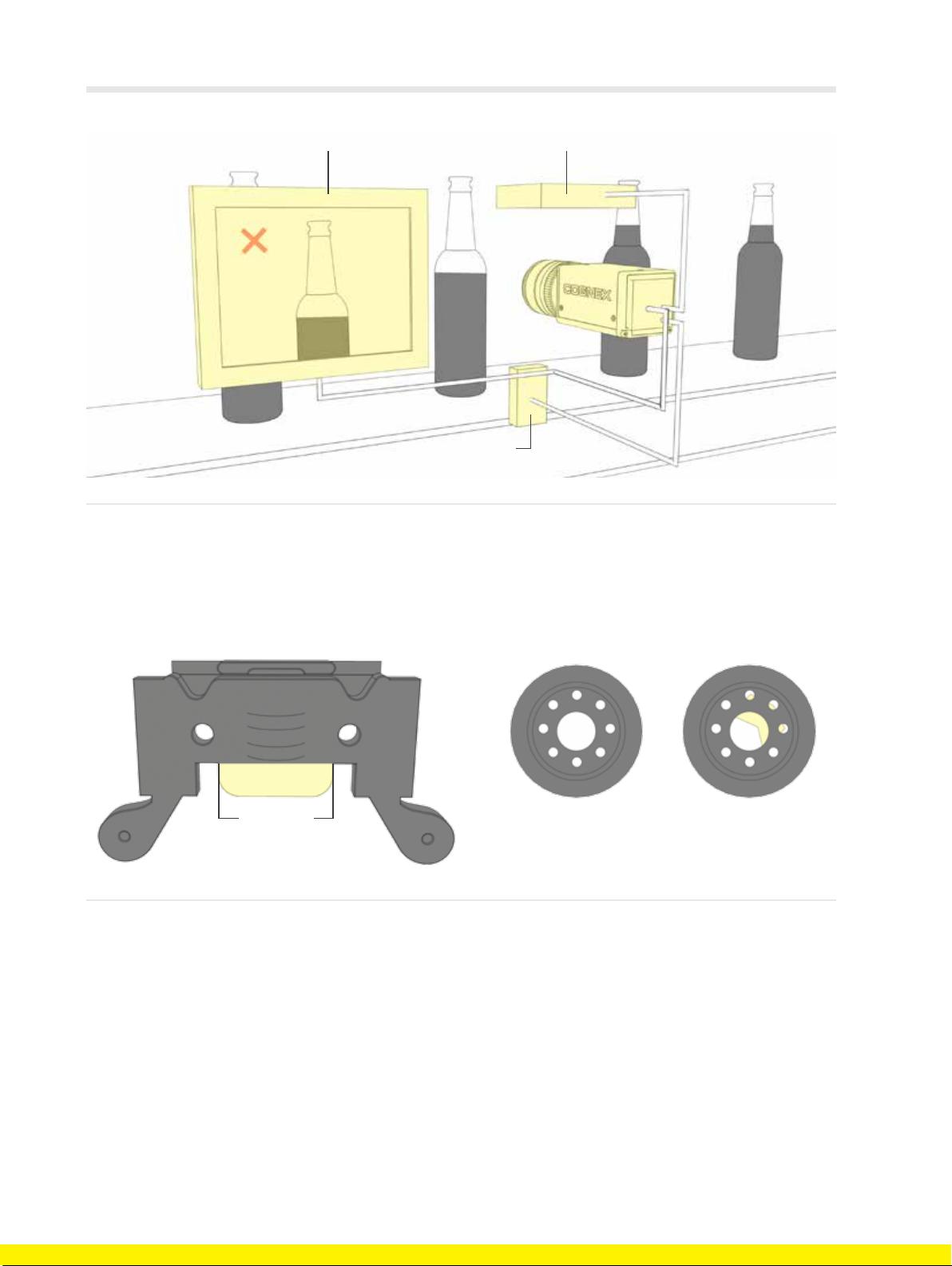
下面,我们以啤酒厂采用的填充液位检测系统为例来进行说明(见图1)。当每个啤酒
瓶移动经过检测传感器时,检测传感器将会触发视觉系统发出频闪光,拍下啤酒瓶的照
片。采集到啤酒瓶的图像并将图像保存到内存后,视觉软件将会处理或分析该图像,并
根据啤酒瓶的实际填充液位发出通过-未通过响应。如果视觉系统检测到一个啤酒瓶未
填充到位,即未通过检测,视觉系统将会向转向器发出信号,将该啤酒瓶从生产线上剔
除。操作员可以在显示屏上查看被剔除的啤酒瓶和持续的流程统计数据。
另外,机器视觉系统还能够进行物品测量,比如确定火花塞间隙或提供位置信息,引导
机器人在制造组装过程中将元件对位。图2显示的例子主要是说明机器视觉系统如何能
够用于进行滤油器(右)通过或未通过检测,以及测量支架上中心轴头的宽度(左)。
机器视觉入门 4
视觉系统显示屏 频闪
传感器
合格滤油器
(所有孔洞都是畅通的)
不合格滤油器
(部分孔洞被堵塞)
37.255 mm
图1. 啤酒瓶填充液位检验示例
在这个应用示例中,填充液位检验系统仅可提供两种结果,这显示了二进制系统的特征:
1. 如果产品合格,则检测结果为“通过”
2. 如果产品不合格,则检测结果为“未通过”。
图2.
机器视觉系统能够在生产线上进行实时测量和检验,比如加工支架(左)或滤油器(右)。

机器视觉入门 5
机器视觉
的优势
虽然人类视觉最擅长于对复杂、非结构化的场景进行定性解释,但机器视觉则凭借速度、
精度和可重复性等优势,擅长于对结构化场景进行定量测量。举例来说,在生产线上,机
器视觉系统每分钟能够对数百个甚至数千个元件进行检测。配备适当分辨率的相机和光学
元件后,机器视觉系统能够轻松检验小到人眼无法看到的物品细节特征。
另外,由于消除了检验系统与被检验元件之间的直接接触,机器视觉还能够防止元件损
坏,也避免了机械部件磨损的维护时间和成本投入。通过减少制造过程中的人工参与,机
器视觉还带来了额外的安全性和操作优势。此外,机器视觉还能够防止洁净室受到人为污
染,也能让工人免受危险环境的威胁。
机器视觉有助于实现战略目标
战略目标 机器视觉应用
提高质量 检验、测量、计量和装配验证
提高生产率 以前由人工执行的重复性任务现在可通过机器视觉系统来
执行
生产灵活性 测量和计量/机器人引导/预先操作验证
减少机器停机时间,缩短设置时间 可预先进行工件转换编程
更全面的信息,更严格的流程控制 人工任务现在可以提供计算机数据反馈
降低资本设备成本 通过为机器添加视觉,可提高机器性能,避免机器过早报
废
降低生产成本 一套视觉系统与许多操作员相比/在生产过程中及早检测到
产品瑕疵
降低废品率 检验、测量和计量
库存控制 光学字符识别(OCR)和机器视觉识别
减少车间占用空间 视觉系统与操作员相比

















