
西门子系统铣螺纹编程(宏程序、螺旋插补和 shopmill 人机对话编程)
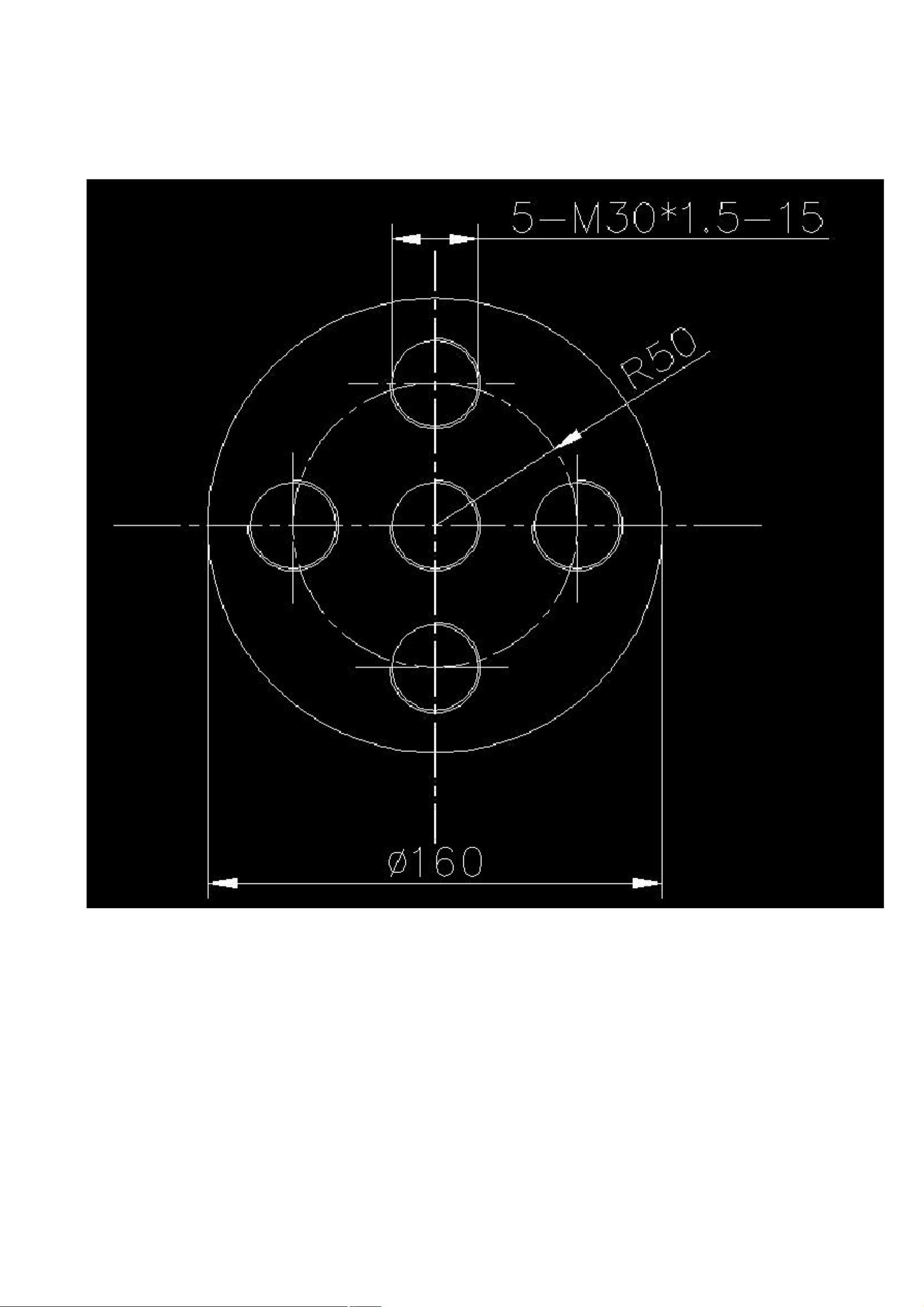
举例:如下图铣削 5-M30*1.5-深 15mm 的细牙右旋螺纹。
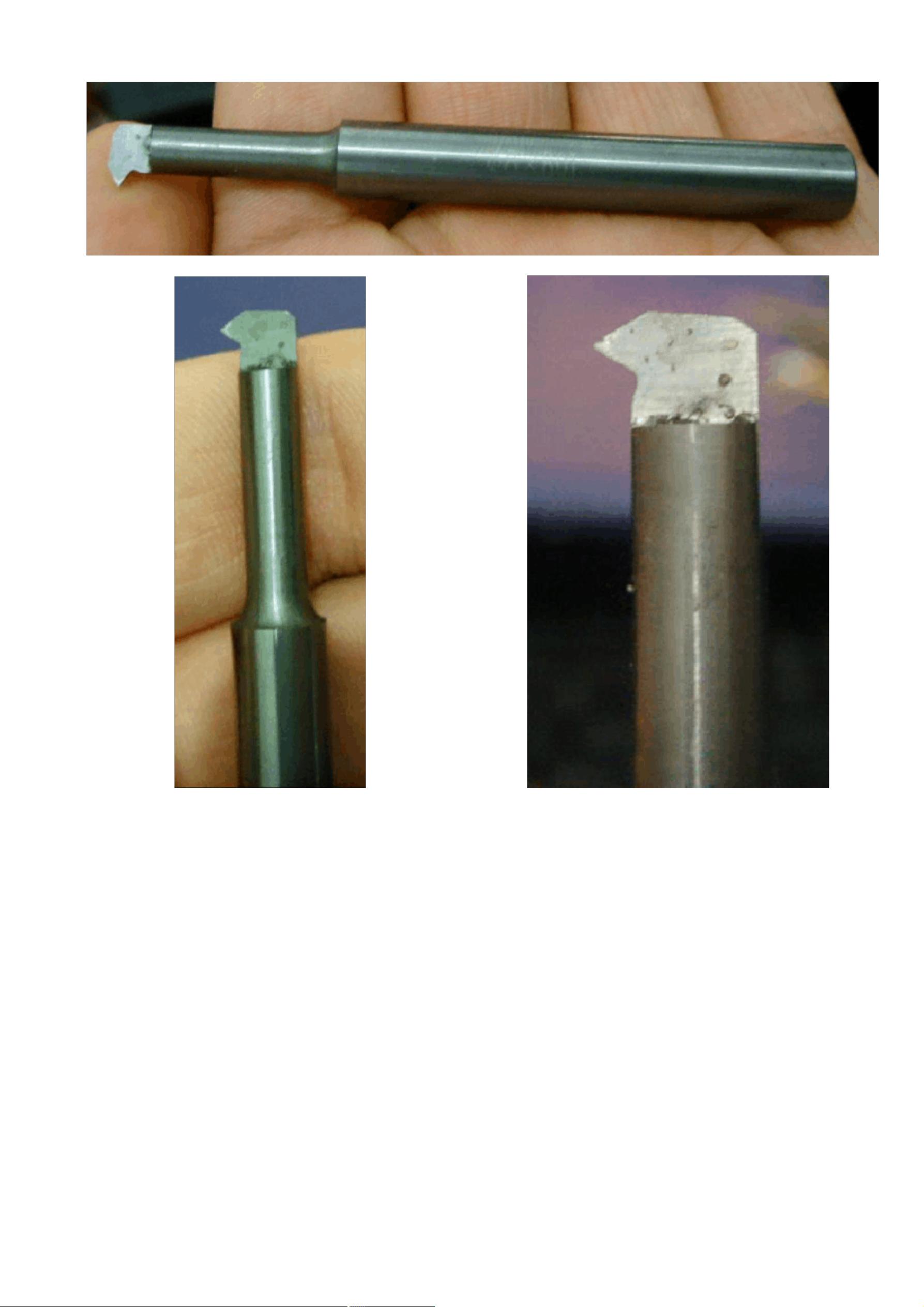
刀具选择如下:(用废旧的钨钢刀柄磨的单刃螺纹铣刀,适合切削 1.5 螺距的螺
纹)

剩余10页未读,继续阅读
资源评论


a66889999
- 粉丝: 41
- 资源: 1万+









最新资源
- Direct 3D 中基于动作的游戏引擎.zip
- Editor Console Pro v3.977 (13 Nov 2024).unitypackage
- Delphi 2D 游戏引擎 - 基于 DirectX 的游戏引擎.zip
- 计算用户生命周期实例数据明细
- Quantum Console 2.6.6.unitypackage
- D3D9 覆盖与 ImGui (x86 , x64) - EXE , DLL DirectX 9 覆盖.zip
- D3D11,12 上的 Glide,DirectX 实现.zip
- 多学科融合下的智能车竞赛实践经验
- 中国高校大学生创新创业训练计划(大创)经验与资源汇总
- C++中的`const`与`constexpr`:深入理解与应用
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


