最新旋风铣削丝杠螺纹时牙槽两侧表面质量差异分析及铣刀设计.doc
版权申诉
82 浏览量
2022-01-08
09:11:15
上传
评论
收藏 202KB DOC 举报

旋风铣削丝杠螺纹时牙槽两侧表面质量差异分析及铣刀设计
作者:湖南工程学院 谭立新
1 引言
高速切削、强力切削可显著提高加工效率,是现代制造技术的重要发展趋势之一。但随着切削速度的提高,在某些加
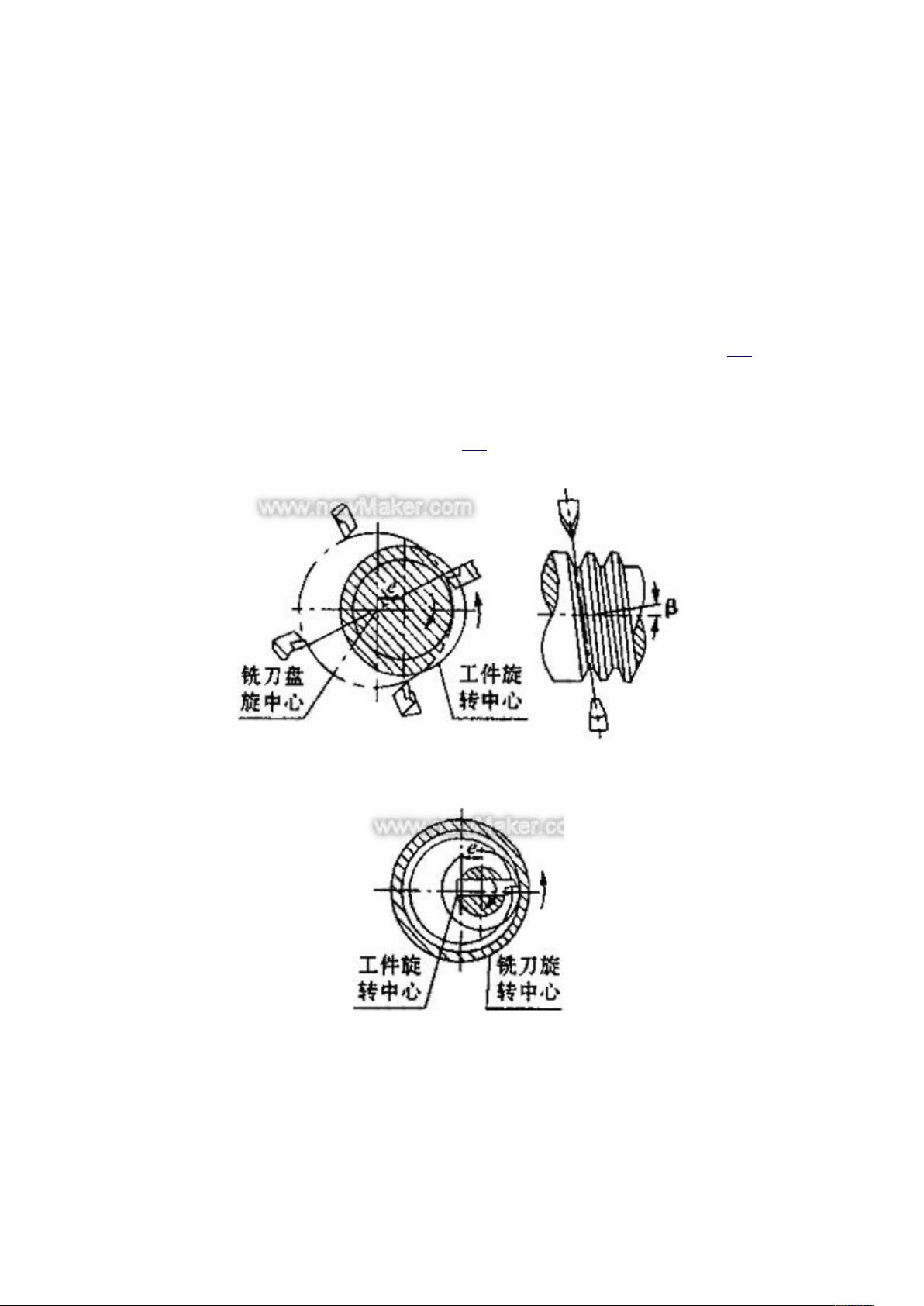
工场合也带来了加工质量方面的问题。如采用旋风铣削法高速铣削内、外螺纹时(见图 1),虽然加工效率高、刀具冷却
效果好,但加工出的螺纹精度并不高,且螺纹牙槽两侧面的表面质量存在较大差异。对于粗加工工序,螺纹牙侧表面
加工精度影响不大,但对于一次完成全牙深切削的最终加工而言,这一问题不容忽视。为此,本文对旋风铣削丝杠螺
纹时牙槽两侧面的表面质量进行了分析计算,并介绍了旋风铣刀的设计方法。
a)铣削外螺纹
(b)铣削内螺纹
图 1 旋风铣削内、外螺纹
2 牙槽两侧面表面质量的计算与分析
1) 牙槽两侧面表面特征
资源评论


Storygood
- 粉丝: 5
- 资源: 2万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP











