2022年数控铣常用编程指令培训课件(共83张PPT).pptx
82 浏览量
2022-11-17
06:17:38
上传
评论
收藏 1.34MB PPTX 举报

第6讲 数控铣常用编程指令
数控镗铣床编程应注意的几个问题
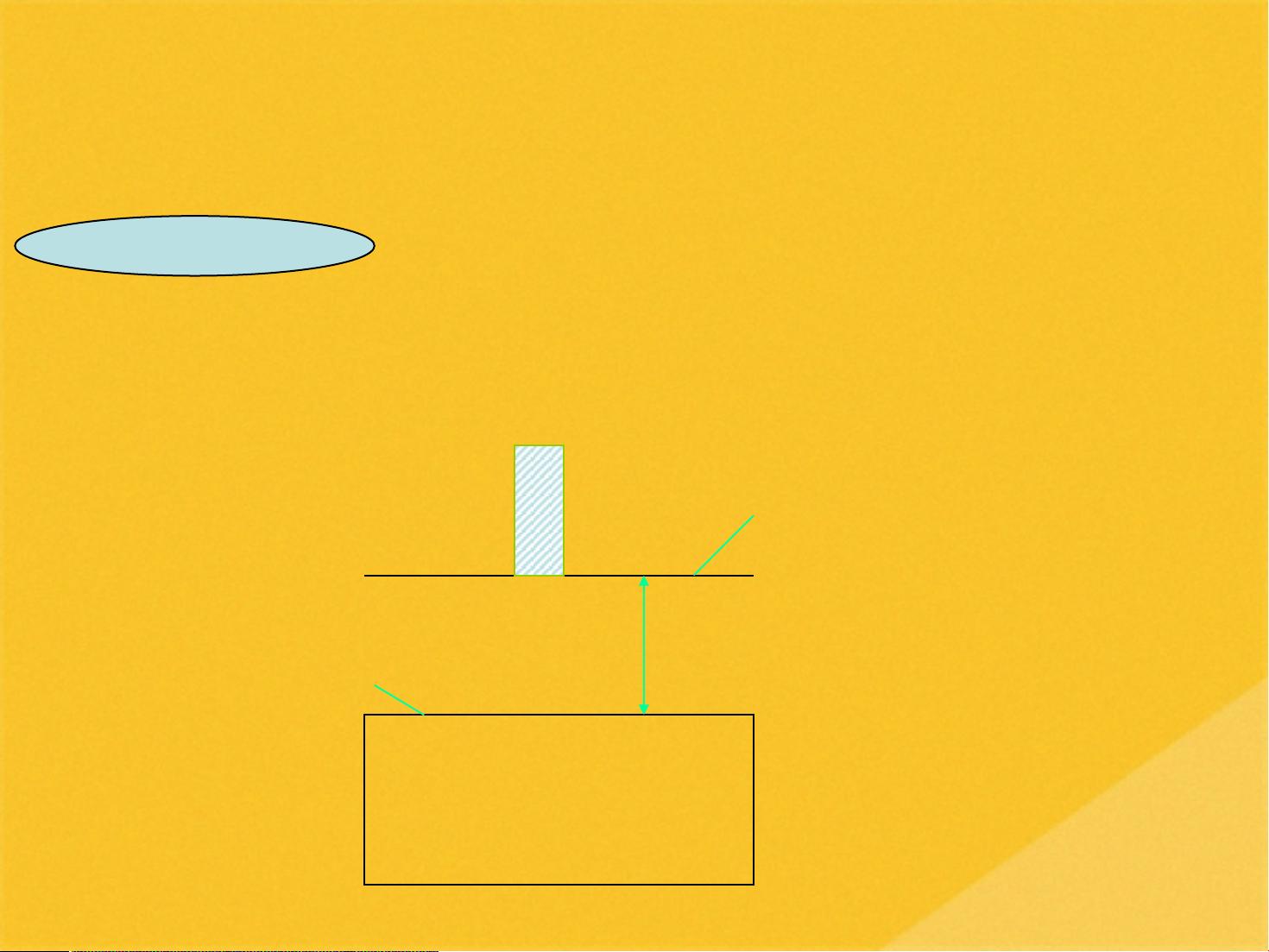
1.安全高度的确定
对于铣削加工,起刀点和退刀点必须离开加工零件上表面一个安全高度,以保证刀具在停止
状态时,不与加工零件和夹具发生碰撞。在安全高度位置,刀具中心(或刀尖)所在的平面
也称为安全面。
安全面
工件上表面
安全高度




剩余82页未读,继续阅读






评论0
最新资源