MES制造执行系统的原理与实现 (2).pdf
版权申诉
45 浏览量
2022-07-02
01:19:16
上传
评论
收藏 1.41MB PDF 举报


、 、-
尸
前言
近些年来,我国已经涌现了大量的制造型企业,随着竞争的发展,对产品质量 的要求越
来越高, 特别是在电子制造型的企业里, 对于制造流程控制的要求不断 提升。许多企业
为了增强竞争力, 不惜重金实施
ERP
系统,以求缩减成本控制、 缩短供货周期。但在
内部生产控制上,却没有一个完善成熟的平台。
MES
制造 执行系统就是在这种背景
上, 受到大家越来越多的关注, 越来越多的企业在考虑 啊或实施自己的
MES
系统。
本书系统地介绍了
MES
的功能模块和实现的逻辑。 本人在国内大型的电子产 品制造
企业担任多年的工艺工程师和工厂控制系统业务分析师, 对制造的流程非 常熟悉,参与
设计了所在企业的
MES
系统。本书是作者多年经验的总结。
希望本书有助于大家理解
MES
系统,有助于国内制造企业的流程控制和质 量提
升。
第一章 什么是制造执行系统
1.1MES
的功能 在传统的加工生产企业中,往往用流程卡来进行生产的跟踪控制。在流
程卡 上印刷工序列表,每经过一个工位,则由作业人员打勾、签名、标注日期。这样 产
品在生产线上流转时,我们可以检查产品是否经过了所有的必须工序。
MES
全称
Manufacturing Execution System
制造执行系统,它的核心功能与 流程
卡类似,即通过流水号控制生产工序。
MES
通过创建产品的序列号来取代 流程卡号,
生产过程中的任何一个工序通过序列号访问数据库, 得到所有相关的 控制信息。
流程卡在生产完成之后即作废,而序列号却一直保存在企业的数据库中, 所以可以
作为产品今后的跟踪依据,方便质量管理。简单地说,
MES
有两大核 心功能:根据序
列号进行工序的控制, 根据序列号进行历史数据的跟踪。 其它功 能还有装配、包装、物
料跟踪,我们在具体的模块中详细介绍。
1.2MES
与
ERP
的关系
ERP
即
Enterprise Resource Planning
企业资源计划,是生产企业的核心模块,
其主要功能是物料管理和成本控制。
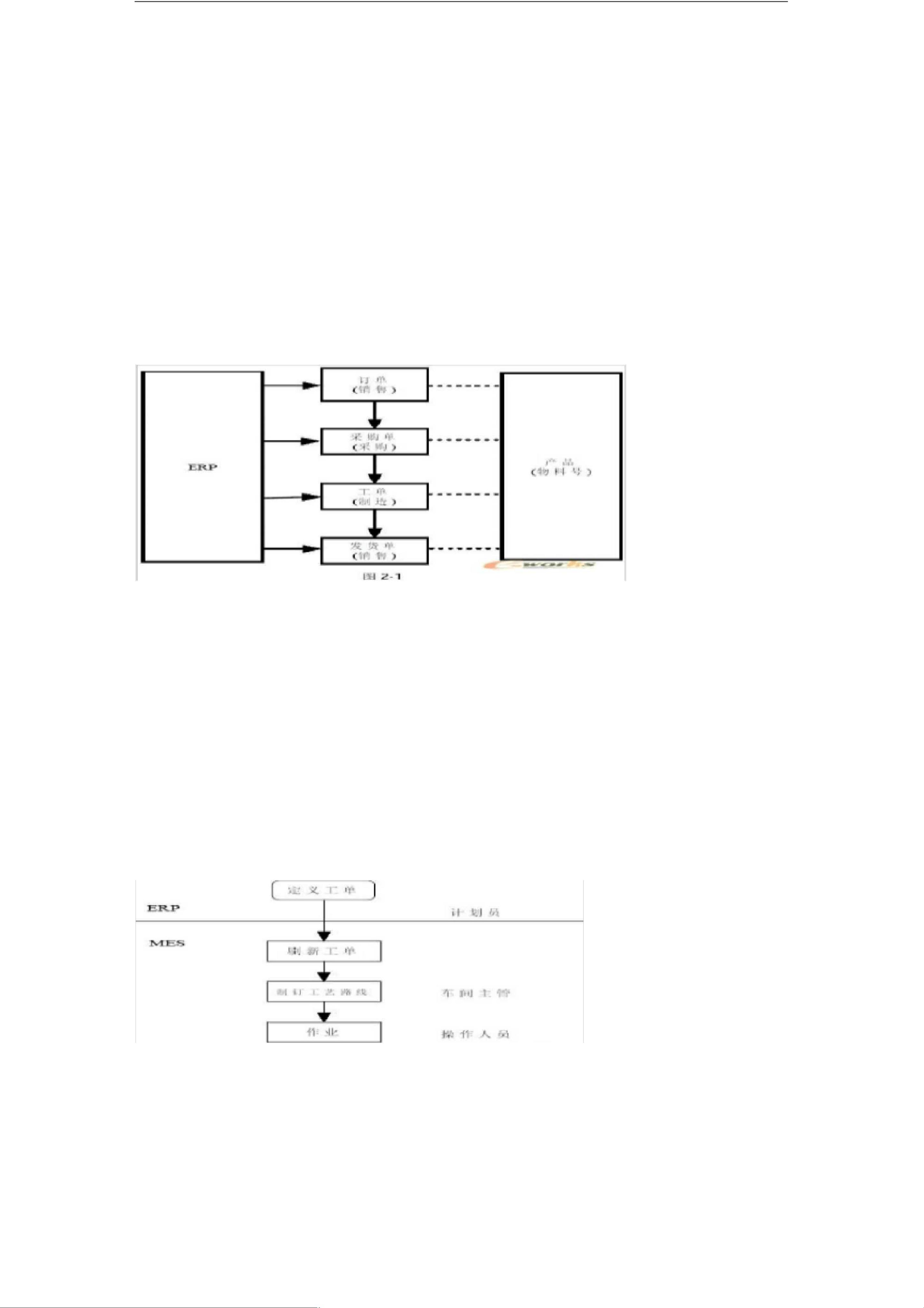
所有的生产都是由
ERP(
通过工单
)
发起、由
ERP(
通过发货单
)
结束的。
一些
ERP
系统也包含了简单的生产模块。我们可以把
MES
看成
ERP
生产
模块的专业化。因此
MES
与
ERP
的接口应保持逻辑上的一致性。


剩余18页未读,继续阅读
资源评论













