数控系统FANUC程序操作
需积分: 10 15 浏览量
2011-03-22
15:19:25
上传
评论 3
收藏 294KB DOC 举报

PMC 编程及应用
一、目的
1、熟悉 PMC 在数控系统中的应用及与 PMC 相关的操作
2、熟悉并掌握 FANUC PMC 的指令及编程方法
二、相关介绍
随着数控技术的发展和机床性能水平的提高,为了满足不同机床的控制要求,常用的、较为
先进的数控系统,一般都带有内部可编程控制器作为机床的辅助控制装置。
可编程序控制器(Programmable Controller)简称 PC,随着个人计算机的发展和普及,为了避
免和个人计算机(也称 PC 机)混淆,在数控机床上,一般都将可编程序控制器称为 可编程序逻辑
控制器(Programmable Logic Controller——PLC)或可编程序机床控制器(Programmable Machine
Controller——PMC),因此,在数控机床上 PC、PLC 和 PMC 具有完全相同的含义。
通常我们所说的 PLC,用于工厂一般通用设备的自动控制装置,而 PMC 专用于数控机床外围
辅助电气部分的自动控制,PMC 和 PLC 所要实现的功能是基本一样的,PMC 也是以微处理器为中
心,可视为继电器、定时器、计数器的集合体,在内部顺序处理中,并联或串联常开触点或常闭
触点,其逻辑运算结果用来控制线圈的通断。
PMC 的优点:时间响应速度快,控制精度高,可靠性好,结构紧凑,抗干扰能力强,编程方
便。
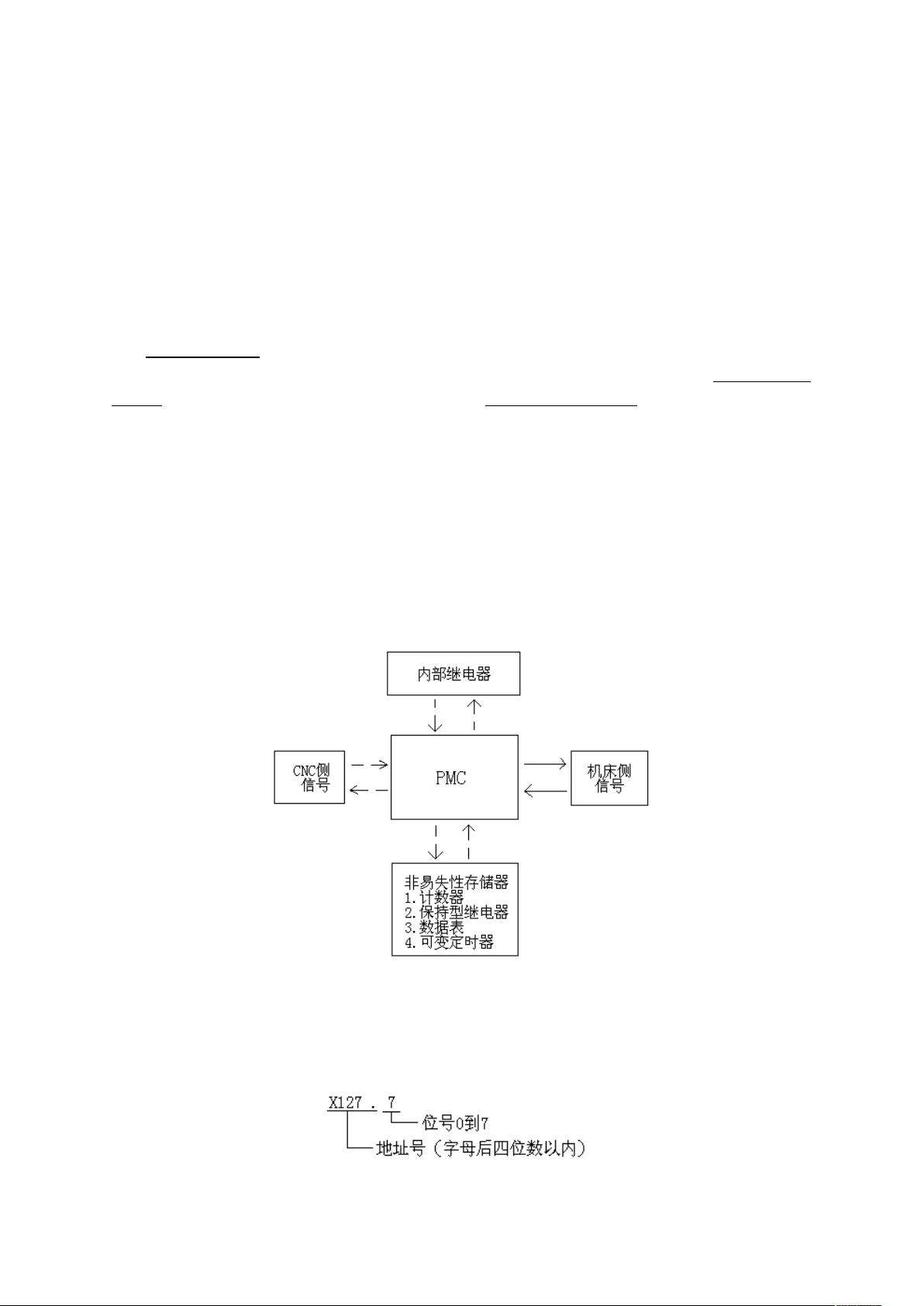
1、 PMC 接口与地址
1.1、在编制 PMC 程序时所需的四种类型的地址如图 1,
图 1 与 PMC 相关的地址
图中由实线表示的与 PMC 相关的输入输出信号经由 I/O 板的接收电路和驱动电路传送;由虚
线表示的与 PMC 相关的输入输出信号仅在存储器中传送,例如在 RAM 中传送;这些信号的状态
都可以在 CRT 上显示。
1.2、地址格式和信号类型
地址由如下所示的格式用地址号和位号表示;
在地址号的开头必须指定一个字母用来表示下表中所列的信号类型,在功能指令中指定字节
1

剩余15页未读,继续阅读
资源评论













