激光深熔焊熔池金属回填小孔流场研究 (2013年)
需积分: 9 87 浏览量
2021-05-21
06:36:23
上传
评论
收藏 261KB PDF 举报

Welding Technology
Vo
l.
42
No.IO
Oc
t.
2013
·试验与研究.
17
文章编号:
1002-025X(2013)
10-0017
一
04
激光深熔焊熔池金属回填小孔流场研究
王凌云
1.2
王宏吴志生李日升张翔
l
(1太原科技大学材料科学与工程学院,山西太原
030024;
2.
太原重型机械集团有限公司,山西太原
030024)
摘要:小孔效应和小孔的周期性波动是激光深熔焊过程的重要特点。本文依据有
F
It元忠想,利用
jit
体力学商业软件
FLUENT
,以
AIS
I3J
6
为例,考虑了相变潜热与温度的关系,研究了当激光深熔焊的热源撤走后,
'熔液静压力及其表面张力分别对熔池回填小孔的
作用机理,对比分析了各自情况下熔池回填小孔瞬时形貌以及对熔池温度场和速度场的影响。研究表明:表面张力对熔池回填小孔的
影响远大于其静压力,故采取有效措施,控制表面张力的大小及方向,对减少焊接缺陷有重要的指导意义。
关键词:激光焊,熔池;小孔
AIS
I3J
6;
FLUENT
中图分类号:
T
G4
56.7
文献标志码
B
。
前言
激光深熔焊过程是一个快速加热、金属熔化,
熔液汽化,金属蒸汽所形成的反冲压力排开金属熔
液形成小孔,熔池熔液回填小孔,熔池凝固等一系
列物理化学过程。小孔效应是激光深熔焊本质特征,
而小孔的形成增加了激光束与母材金属相互接触面
积,增加了金属对激光能量的吸收率,从而增加了焊
接能量的传导,熔深增加。在小孔稳定形成之前,激
光束与母材相互作用产生非常大的反冲压力大于熔池
静压力及表面张力等因素之和;而当激光热源撤走
时,认为反冲压力为零,在熔池静压力和表面张力作
用下熔池回填小孔,凝固形成焊缝。这个过程发生在
毫秒甚至更短的时间之内
[1]
。研究显示,缩孔的形成
和激光束流不再作用时小孔的塌陷有密切的关系,熔
池金属回填小孔空间的流动及其熔池流体流动对熔液
回填小孔起重要作用[幻。激光焊接熔池小,冷却速度
快,熔池金属的回流流动难以试验确定,数值模拟成
为了解焊接过程的物理机制重要手段。
本文采用流体体积法
(VOF)
理论对熔池熔液
回填小孔的气液变化界面进行跟踪,通过对比熔池
静压力和表面张力在不同时刻对熔池回填小孔作用
收稿日期,
2013-03-26
的影响,分析在不同驱动力下各个时刻的熔池温度
场和速度流场变化,为了解不同驱动力下熔池瞬态
流场对小孔回填形貌的影响及缩松缩孔的形成机理
和控制措施奠定了基础。
1
模型的建立及离散
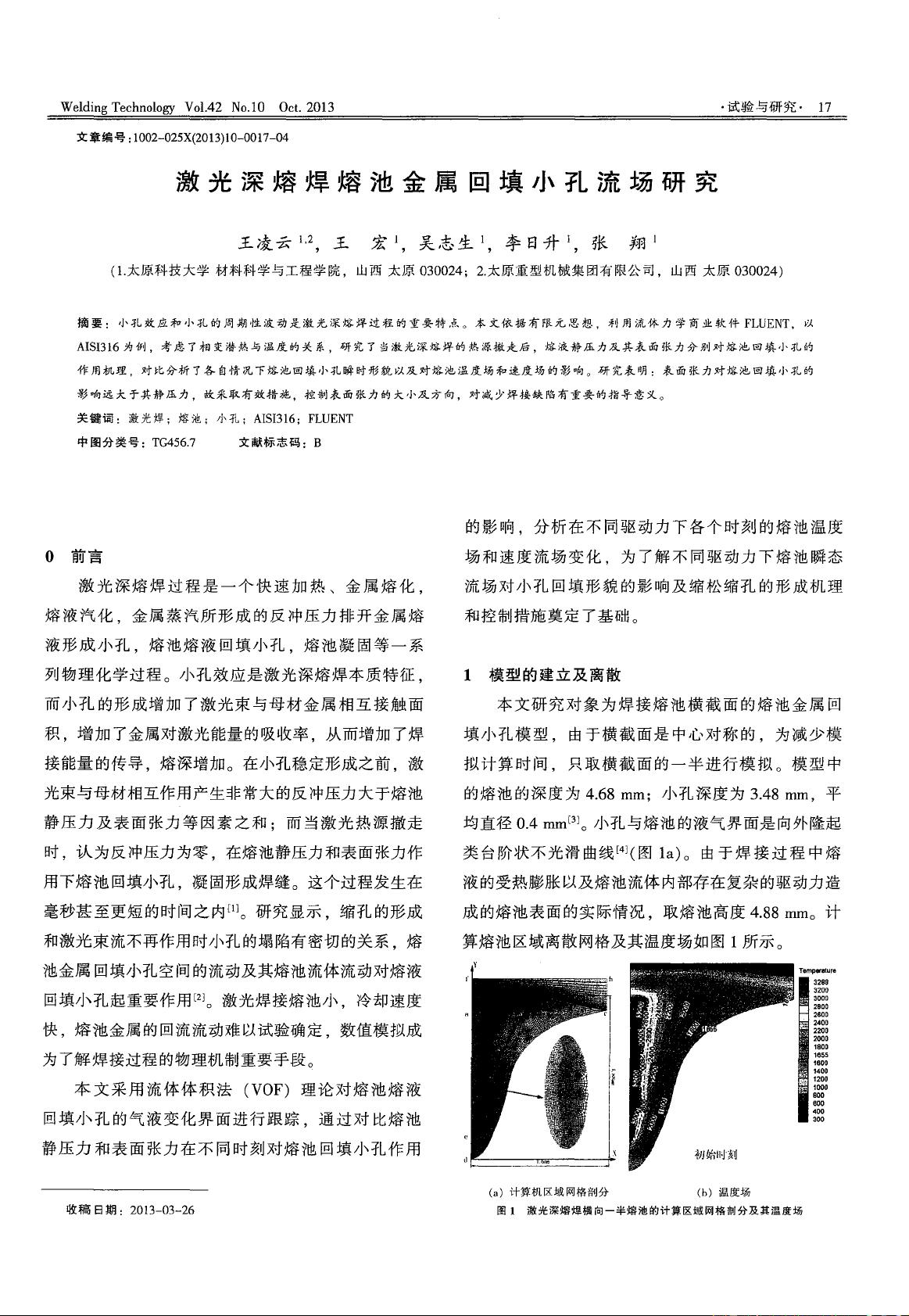
本文研究对象为焊接熔池横截面的熔池金属回
填小孔模型,由于横截面是中心对称的,为减少模
拟计算时间,只取横截面的一半进行模拟。模型中
的熔池的深度为
4.68
mmj
小孔深度为
3
.4
8
mm
,平
均直径
0
.4
mm[3]
。小孔与熔池的液气界面是向外隆起
类台阶状不光滑曲线
[4]
(图
la)
。由于焊接过程中熔
液的受热膨胀以及熔池流体内部存在复杂的驱动力造
成的熔池表面的实际情况,取熔池高度
4.88
mmo
计
算熔池区域离散网格及其温度场如图
1
所示。
币
l
Jil
白
ìll
才刻
(a)
计算机区域网格削分
(h)
温度场
3288
3200
3000
2900
2800
2400
州
2200
2000
1800
1655
1800
1400
~
1200
川;:1
1000
800
600
4
回
300
图
1
激光深熔焊横向一半熔池的计算区域网格剖分及其温度场
资源评论













