
《 冷 冲 压 工 艺 与 模 具 设 计 》
课 程 设 计
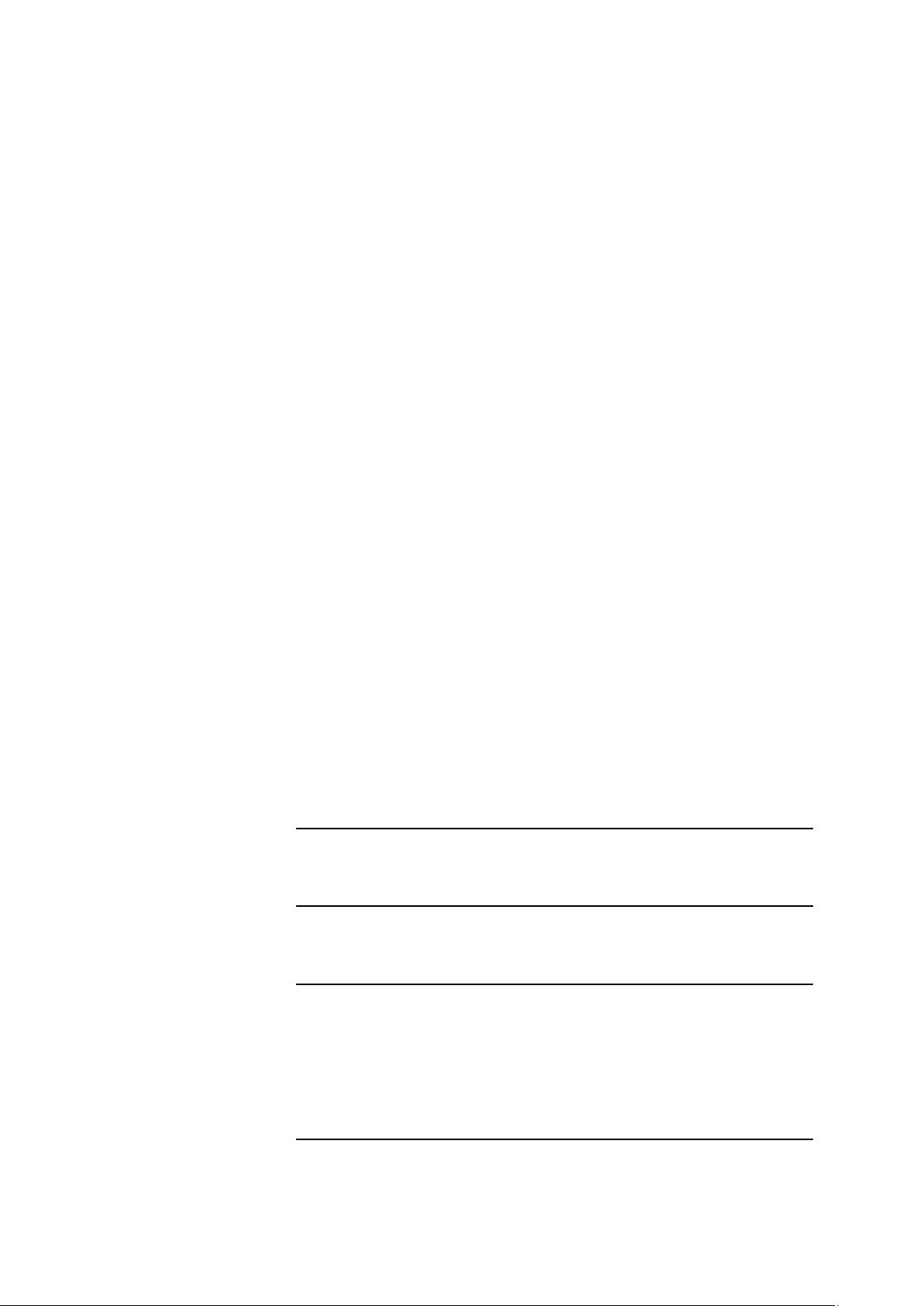
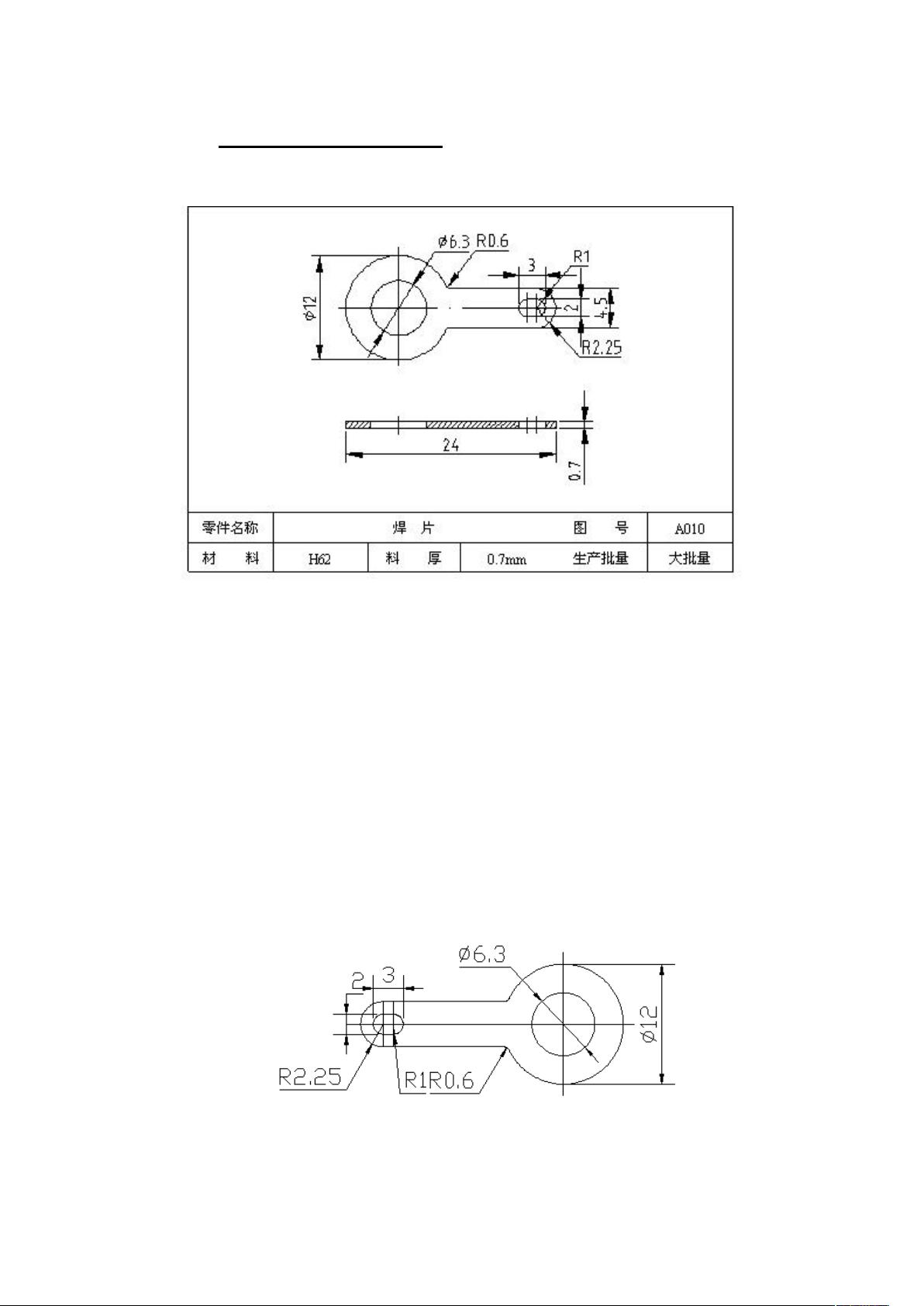
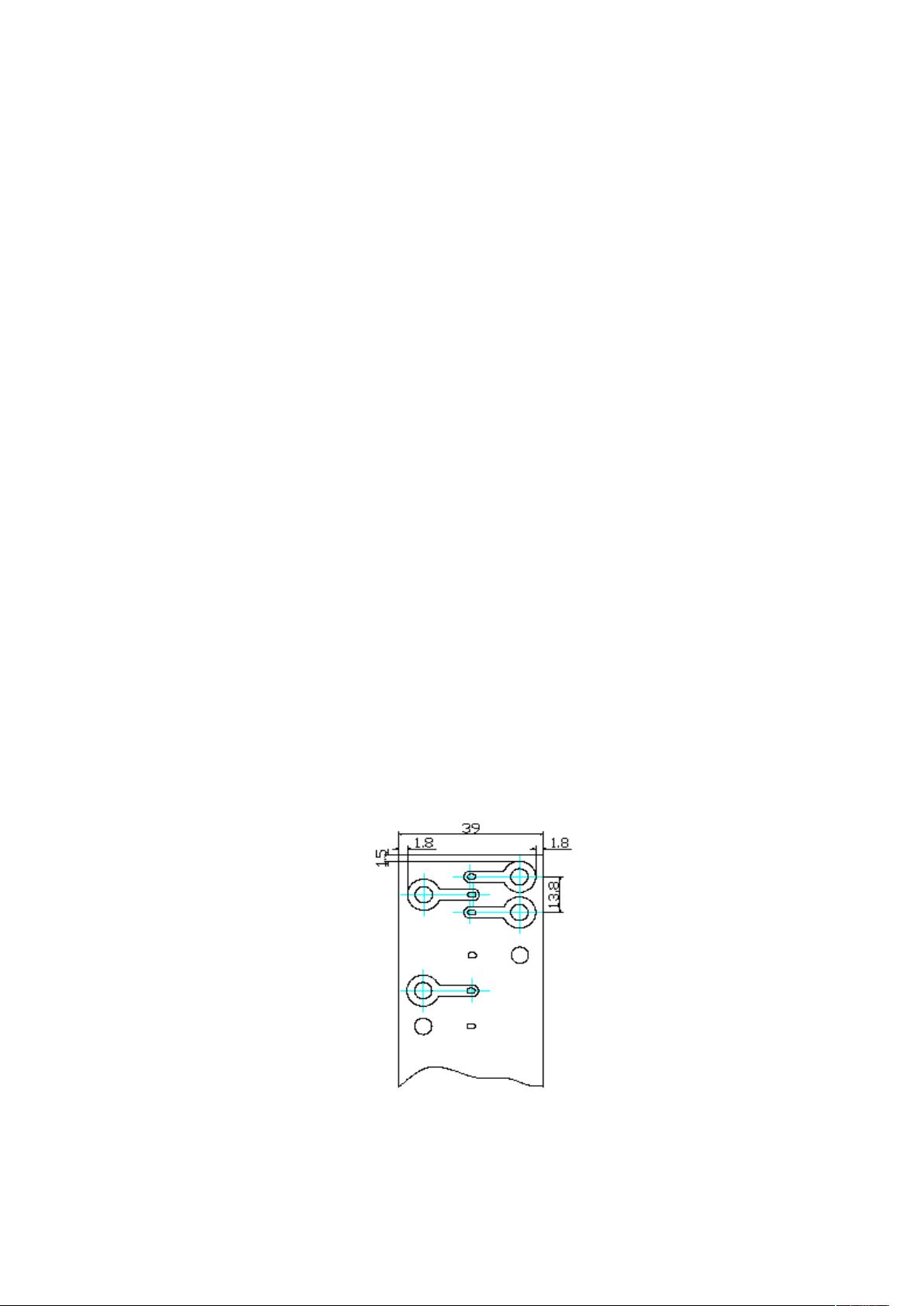
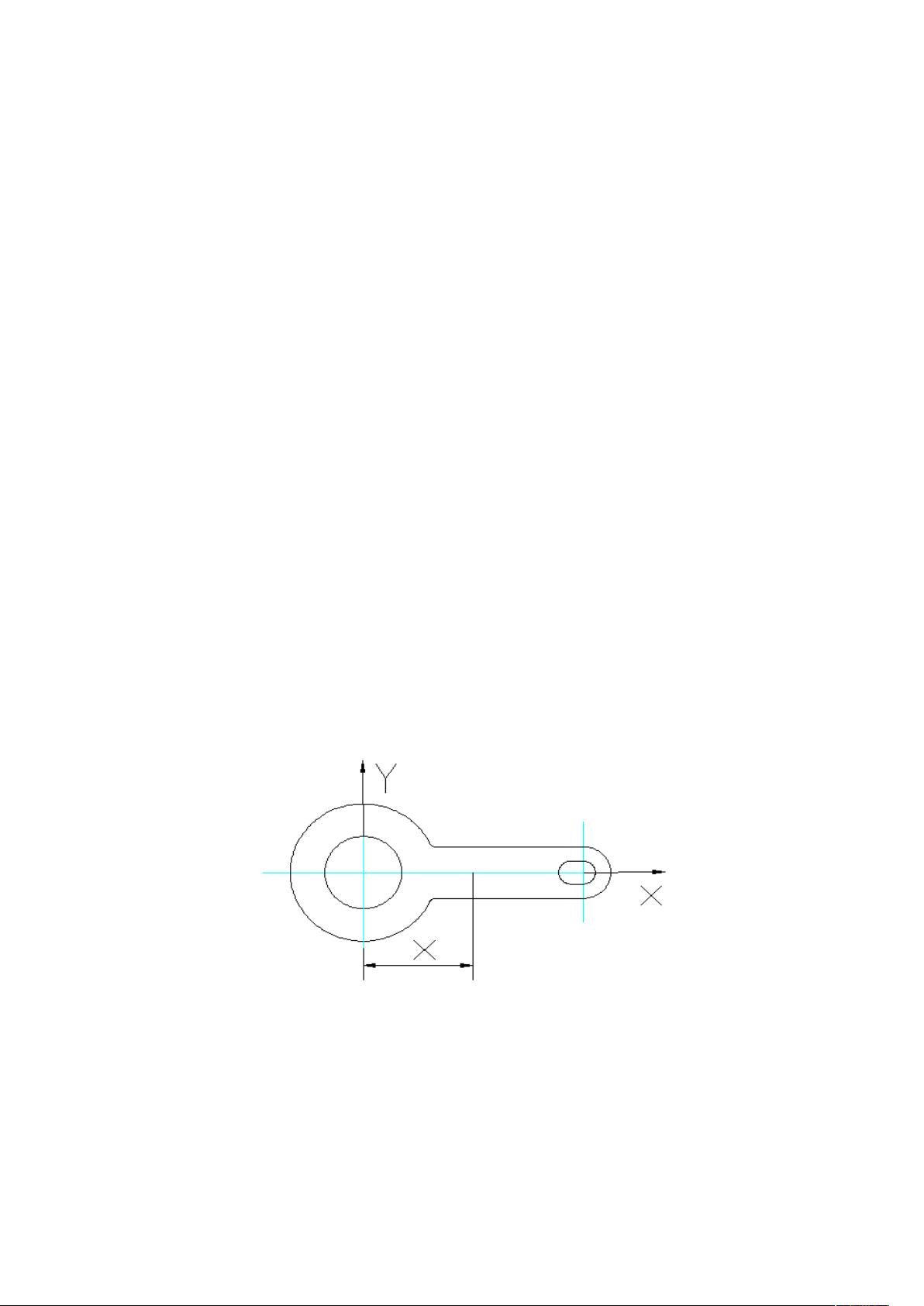
课题名称 冲裁模具设计
专业班级 07 模具四(4)班
姓 名 简 洪 伟
完成时间 2010 年 4 月 23 日
剩余27页未读,继续阅读
资源评论


猫一样的女子245
- 粉丝: 230
- 资源: 2万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


