






制造工艺学课程设计
机械制造工艺学
课程设计说明书
设计题目 设计“CA6140 车床拨叉”零件的机械加
工工艺及工艺设备
设计者
指导教师
1

机械制造工艺学课程设计任务书
题目: 设计”CA6140 车床拨叉”零件的机械加工
工艺规则及工艺装备
内容: 1.零件图 1 张
2.毛坯图 1 张
3. 机械加工工艺过程综合卡片 1 张
4. 夹具装配图 1 张
5. 夹具零件图 1 张
序言
机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础
课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各
课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它
在我们四年的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作
进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后
参加祖国的“四化”建设打下一个良好的基础。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。
2

一、零件的分析
(一) 零件的作用
题目所给的零件是 CA6140 车床的拨叉。它位于车床变速机构中,
主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速
度和扭矩的作用。零件上方的 φ22 孔与操纵机构相连,二下方的
φ55 半孔则是用于与所控制齿轮所在的轴接触。通过上方的力拨动下
方的齿轮变速。两件零件铸为一体,加工时分开。
(二) 零件的工艺分析
零件的材料为 HT200,灰铸铁生产工艺简单,铸造性能优良,但
塑性较差、脆性高,不适合磨削,为此以下是拨叉需要加工的表
面以及加工表面之间的位置要求:
1. 小头孔 以及与此孔相通的 的锥孔、 螺纹孔
2. 大头半圆孔
3. 拨叉底面、小头孔端面、大头半圆孔端面,大头半圆孔两端面与小头
孔中心线的垂直度误差为 0.07mm,小头孔上端面与其中心线的垂直
度误差为 0.05mm。
由上面分析可知,可以粗加工拨叉底面,然后以此作为粗基准采用专用夹
具进行加工,并且保证位置精度要求。再根据各加工方法的经济精度及机
床所能达到的位置精度,并且此拨叉零件没有复杂的加工曲面,所以根据
上述技术要求采用常规的加工工艺均可保证。
二 确定生产类型
已知此拨叉零件的生产纲领为 10000 件/年,零件的质量是 1.0Kg/个,
查《机械制造工艺及设备设计指导手册》321 页表 15-2,可确定该拨叉
生产类型为大批生产,所以初步确定工艺安排为:加工过程划分阶段;工
序适当集中;加工设备以通用设备为主,大量采用专用工装。
三 确定毛坯
1 确定毛坯种类:零件材料为 HT200。考虑零件在机床运行过程中所受冲
击不大,零件结构又比较简单,生产类型为大批生产,故选择铸件毛坯。
查《机械制造工艺及设备设计指导手册》324 页表 15-5 选用铸件尺寸公
差等级 CT9 级。
3
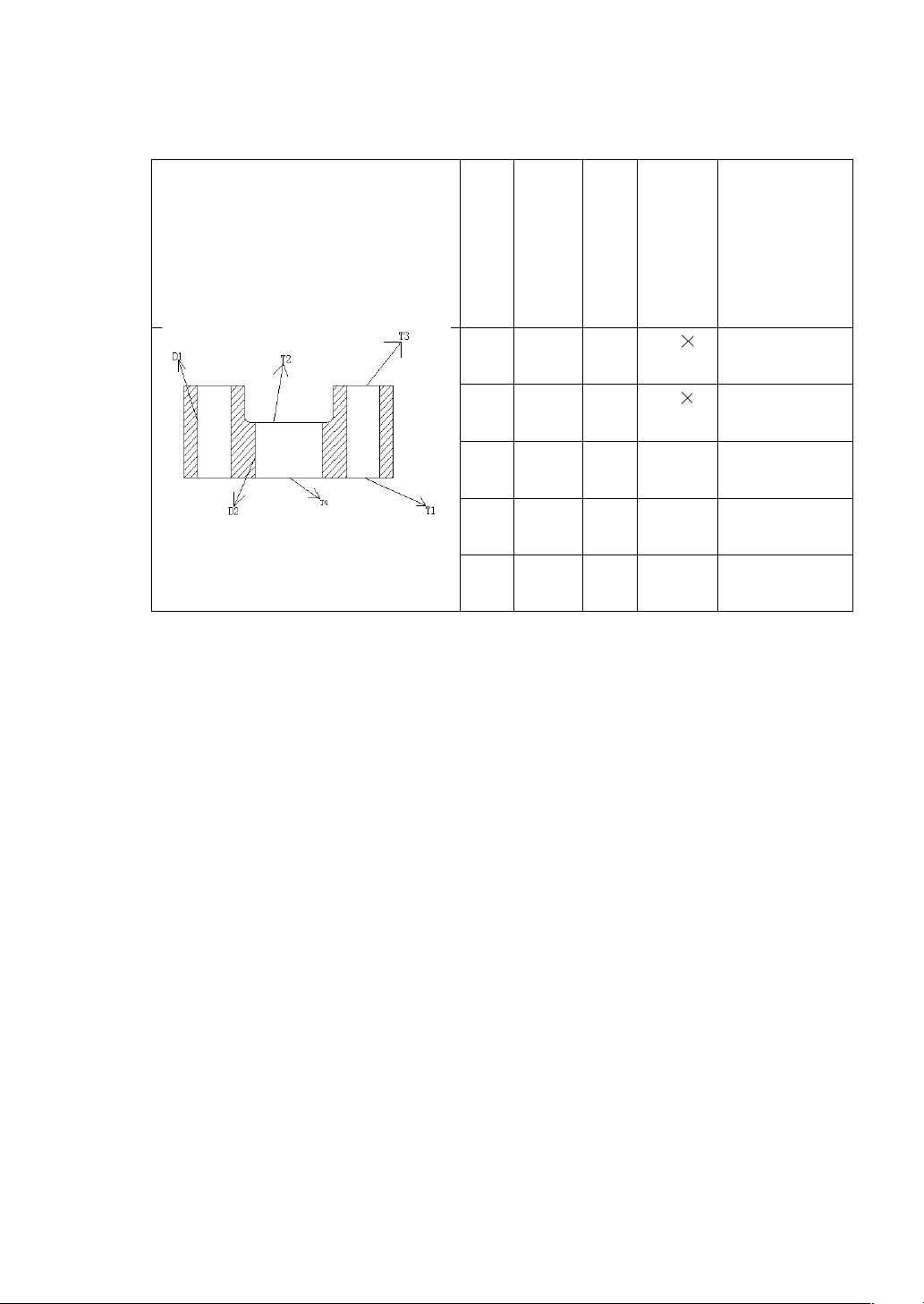
2 确定铸件加工余量及形状:
《机械制造工艺及设备设计指导手册》325 页表 15-7,选用加工余量为
MA-G 级,并查表 15-8 确定各个加工面的铸件机械加工余量,铸件的分
型面的选者及加工余量如下表所示:
简图
加
工
面
代
号
基 本
尺寸
加
工
余
量
等
级
加 工 余
量
说明
D1 22m
m
G 3.0 2
孔降一级双侧
加工
D2 55m
m
G 3.0 2
孔降一级双侧
加工
T2 75m
m
6.5
单侧加工
T3 58m
m
G 2.5
单侧加工
T4 75m
m
6.5
单侧加工
3 绘制铸件零件图:
四工艺规程设计
(一)选择定位基准:
1 粗基准的选择:以零件的底面为主要的定位粗基准,以两个小头孔
外圆表面为辅助粗基准。
2 精基准的选择:考虑要保证零件的加工精度和装夹准确方便,依据
“基准重合”原则和“基准统一”原则,以粗加工后的底面为主要的定位精基
准,以两个小头孔外圆柱表面为辅助的定位精基准。
(二)制定工艺路线
根据零件的几何形状、尺寸精度及位置精度等技术要求,以及加
工方法所能达到的经济精度,在生产纲领已确定的情况下,可以考虑采用
万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。除此之外,
还应当考虑经济效果,以便使生产成本尽量下降。查《机械制造工艺及设
4













