三菱电脑连线B M60-60S-Series-computer-link-B-setup-procedure
需积分: 13 62 浏览量
2015-03-29
00:34:47
上传
评论
收藏 39KB PDF 举报

MITSUBISHI ELECTRIC TAIWAN CO.,LTD. (FA Division)
NO. 8-1 GONG YEH 16TH ROAD, TAICHUNG INDUSTRIAL PARK TAICHING CITY, TAIWAN.
TEL:+886-4-23590688 FAX:+886-4-23590689
BNP-METWN-M60-NC-
003
M60/M60S Series computer link B setup and operation procedure
OUTLINE:
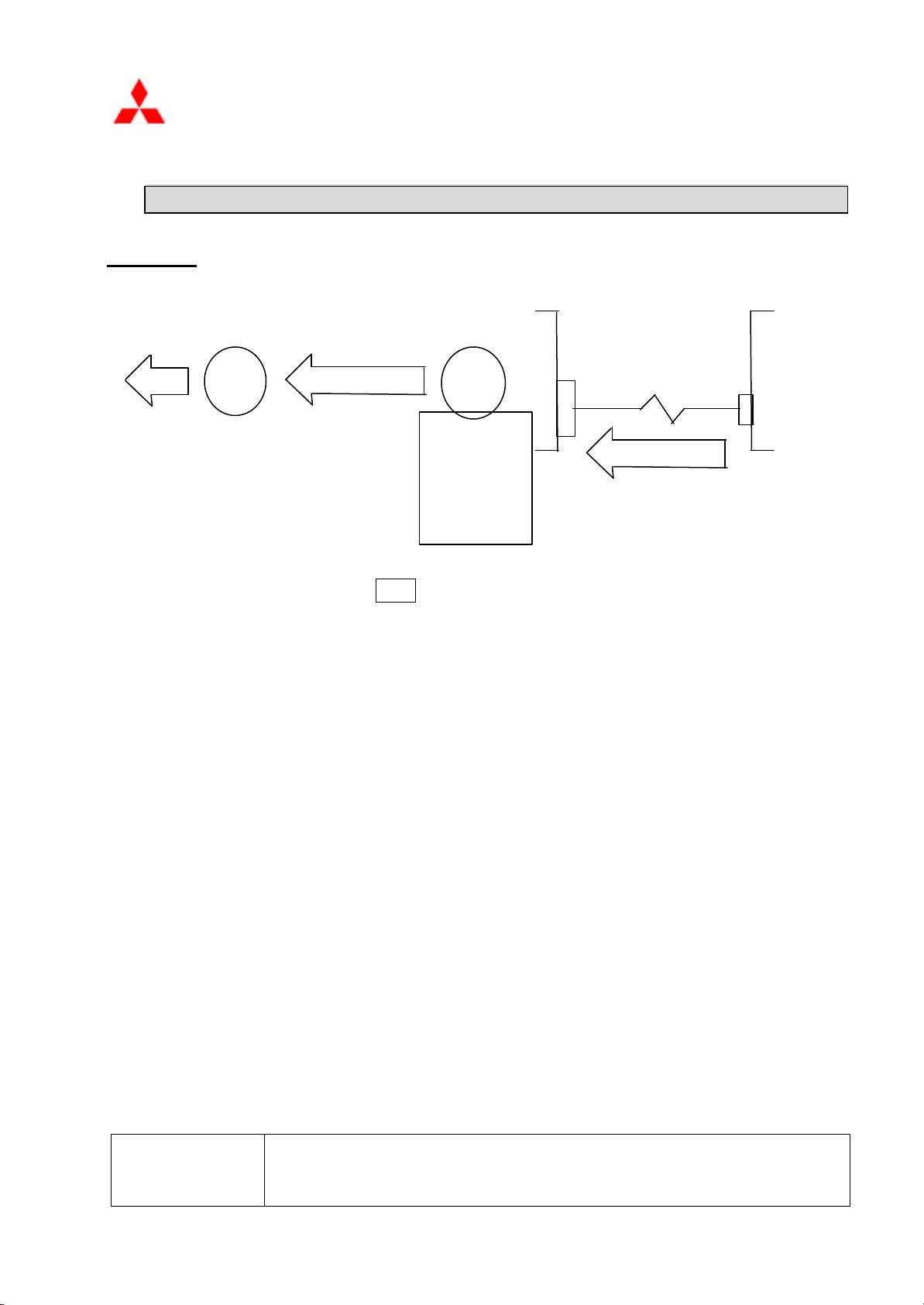
With cycle start on the CNC side,DC1 can be transmitted to the HOST computer
(hereinafter, HOST),and operation carried out while receiving the machining program
from HOST(computer).
The computer link B has a 32Kbyte reception buffer (equal to about 500 blocks)
so the operation is not easily affected by the transmission state on the HOST side. Thus,
when connected with a HOST capable of high-speed data transmission(max:38400bps)
high-speed machining can be carried out with fine segment data.
The high-speed &high-accuracy machining mode (M64/64S:G61.1,G05P3. M65/65S:
G61.1,G05P3 orG8P1,G05.1Q1,G05.1Q2,G05P10000 etc.)
Option is required to carry out high-speed fine segment machining.
This document trying to let you know to use the powerful feature-computer link B
On MELDAS controller M60/60S series.
We divide this document into five parts-parameters setting, connection, peripheral, operation
and alarm list-to configure out computer link B.
1. Computer link B Parameters:
a)Those that validate computer link B [CONTROL PARAMETER]
b)Those that set the computer link B parameters [COMPUTER LINK PARAMETER]
In the process parameter item #8019 HOST LINK explanation as below:
8109 HOST LINK
Specify whether to enable computer link B instead of the RS-232C port.
0: Disable computer link B to enable normal RS-232C communication.
1: Enable computer link B to disable normal RS-232Ccommunication.
CNC
Communi-
cation
software
Operation
CNC
HOST
RS-232-C
Command
Machining program
Machining program
32kbyte
reception
资源评论


qq_26960483
- 粉丝: 0
- 资源: 1









最新资源
- IMG_20240425_120538.jpg
- My Complete Genome_6k Base-Pairs of Phenotype SNPs_Complete Raw Data.zip
- qt 的mqtt测试demo
- 移动应用开发教程-zip.zip
- mosquitto-2.018-install-windows-x64
- FTPServer FTP 服务器,绿色免安装,单文件
- 梦畅语音点名软件,上课点名
- 利用ADNI数据集和标签,在tensorflow框架上使用tensorlayer接口,通过架构u-net实现海马体的分割
- Kutools for Word v9.0 office word 插件
- 修复Windows 10 LTSC 2021资源占用率高
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


